Optik cam başlangıçta lensler için cam yapmak için kullanıldı.
Bu tür bir cam düzensizdir ve daha fazla kabarcık vardır.
Yüksek sıcaklıkta erittikten sonra, ultrasonik dalgalarla eşit şekilde karıştırın ve doğal olarak soğutun.
Daha sonra saflık, şeffaflık, homojenlik, kırılma indisi ve dispersiyonu kontrol etmek için optik aletlerle ölçülür.
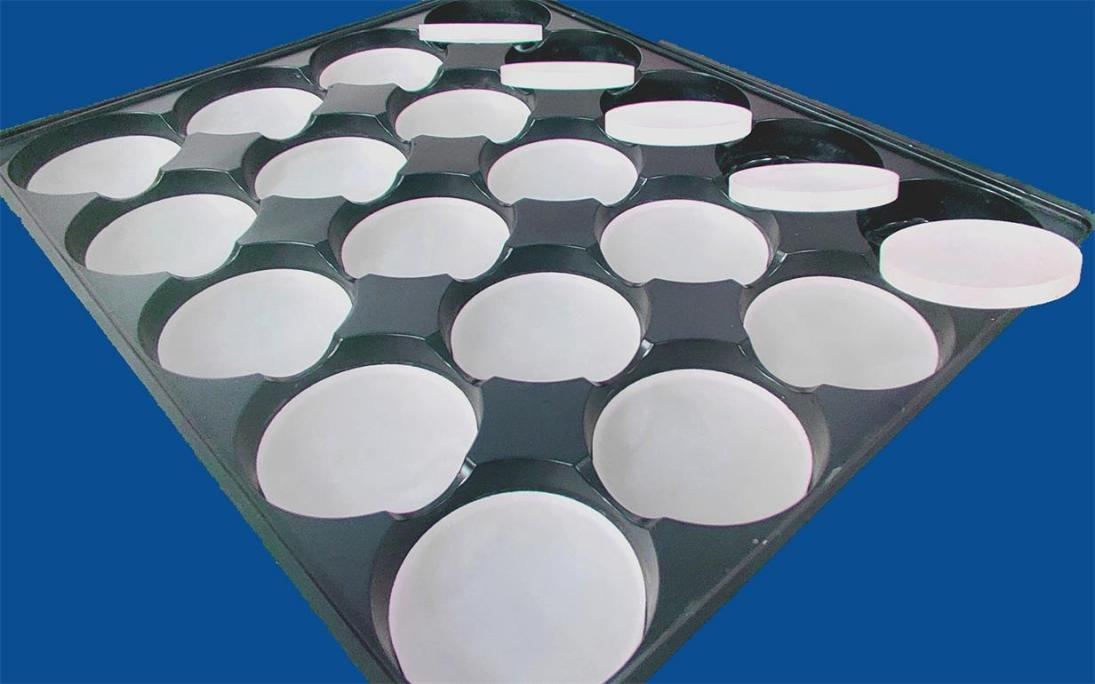
Kalite muayenesini geçtikten sonra, optik lensin bir prototipi oluşturulabilir.

Bir sonraki adım, prototipin öğütülmesi, lensin yüzeyindeki kabarcıkları ve safsızlıkları ortadan kaldırmak, pürüzsüz ve kusursuz bir yüzey elde etmektir.

Bir sonraki adım ince öğütme. Fromalı lensin yüzey tabakasını çıkarın. Sabit termal direnç (R-değeri).
R değeri, malzemenin belirli bir düzlemde gerginliğe veya basınca maruz kaldığında incelmeye veya kalınlaşmaya direnme yeteneğini yansıtır.
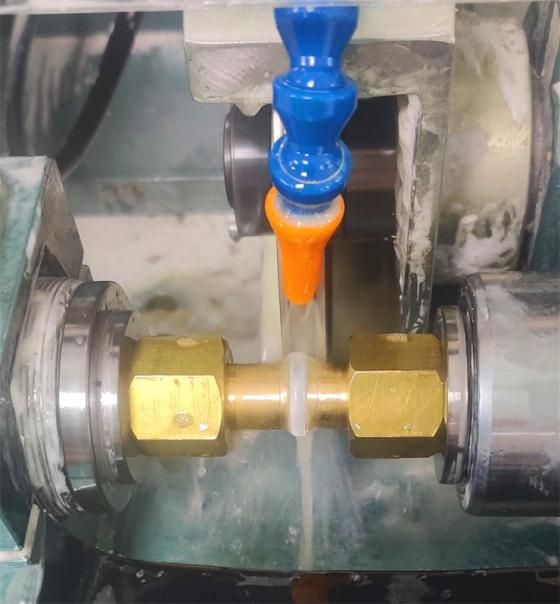
Taşlama işleminden sonra, kenetleme işlemi merkezleme.
Lensler orijinal boyutlarından belirtilen dış çapa kenarlıdır.
Takip edilen süreç parlatma. Uygun parlatma sıvısı veya parlatma tozu kullanın, ince öğütülmüş lens, görünümü daha rahat ve zarif hale getirmek için cilalanmıştır.


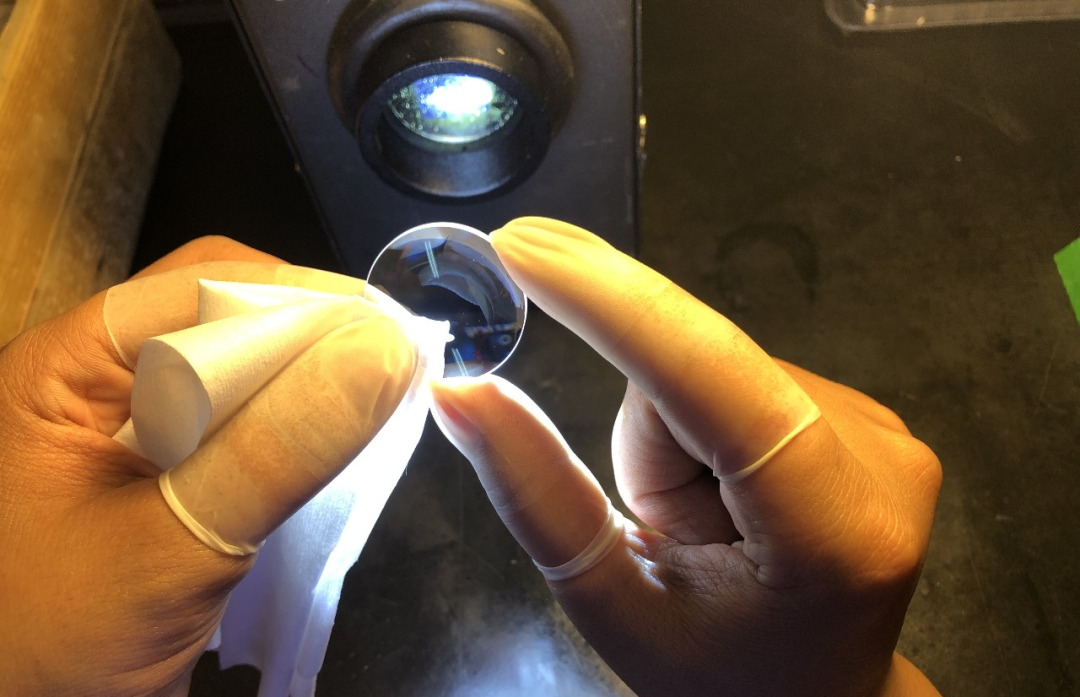
Parlatmadan sonra, kalan parlatma tozunu yüzeydeki çıkarmak için lensin tekrar tekrar temizlenmesi gerekir. Bu, korozyon ve küf büyümesini önlemek için yapılır.
Lens tamamen susuz kaldıktan sonra, üretim gereksinimlerine göre kaplanır.

Lens spesifikasyonlarına ve yansıma karşıtı bir kaplamaya ihtiyaç duyulup gerekmediğine dayalı boyama işlemi. Yansıtıcı önleyici özellikler gerektiren lensler için, yüzeye bir siyah mürekkep tabakası uygulanır.

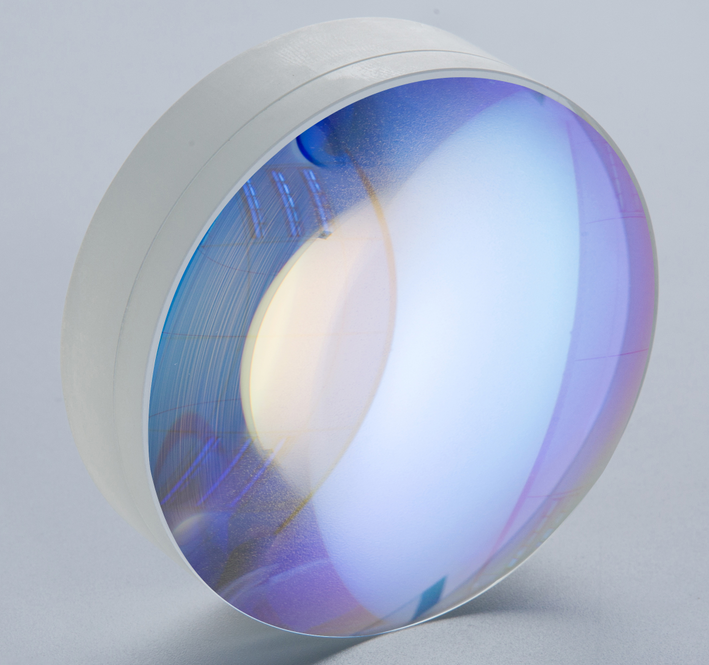
Son adım yapıştırılır, zıt R-değerleri ve aynı dış çaplı bağı olan iki lens yapmaktır.
Üretim gereksinimlerine bağlı olarak, ilgili süreçler biraz değişebilir. Bununla birlikte, nitelikli optik cam lenslerin temel üretim süreci aynıdır. Manuel ve mekanik hassas öğütme ile birlikte birden fazla temizleme adımı içerir. Sadece bu işlemlerden sonra lens yavaş yavaş gördüğümüz sıradan lense dönüşebilir.

Gönderme Zamanı: Kasım-06-2023


